 |
4000156919 |
|
4000156919 |
来源:本站 作者:匿名 发布:2020/8/22 浏览次数:3888
IE七大手法
|
编号 |
名称 |
目的 |
|
1 |
改动法 |
改善人体动作的方式,减少疲劳使工作更为舒适、更有效率,不要蛮干. |
|
2 |
放错法 |
如何避免做错事情,使工作第一次就做好的,精神能够具体实现. |
|
3 |
五五法 |
借着质问的技巧来发掘出改善的构想. |
|
4 |
双手法 |
研究人体双手在工作时的过程,藉以发掘出可以改善之地方. |
|
5 |
人机法 |
研究探讨操作人员与机器工作的过程,藉以发掘出可以改善的地方. |
|
6 |
流程法 |
研究探讨牵涉到几个不同工作站或地点之流动关系,藉以发掘出可以改善的地方. |
|
7 |
抽查法 |
借着抽样观察的方法能很迅速有效地了解问题的真象. |
一、防错法
1.意义
防错法又称防愚法,其义为防止愚笨的人做错事.也就是说,连愚笨的人也不会做错事的设计方法.
狭义: 如何设计一个东西(一套方法),使错误绝不会发生.
广义: 如何设计一个东西(一套方法),而使错误发生的机会减至最低的程度.
因此,更具体的说”防错法”是:
1>. 具有即使有人为疏忽也不会发生错误的构造 ―不需要注意力.
2>. 具有外行人来做也不会做错的构造 ―不需要经验与直觉.
3>. 具有不管是谁或在何时工作能不出差错的构造―不需要专门知识与高度的技能.
2.功用
1>. 积极: 使任何的错误,绝不会发生.
2>. 消极: 使错误发生的机会减至最低程度.
3.应用范围
任何工作无论是在机械操作、产品使用上,以及文书处理等皆可应用到.
4、应用原理
1>. 断根原理: 将会造成错误的原因从根本上排除掉,使绝不发生错误.
2>. 保险原理: 采用二个以上的动作必需共同或依序执行才能完成工作
3>. 自动原理: 以各种光学、电学、力学、机构学、化学等原理来限制某些动作的执行 或不执行,以避免错误之发生.目前这些自动开关非常普遍,非常简易的“自动化”之应用.
4>. 相符原理: 藉用检核是否相符合的动作,来防止错误的发生.
5>. 顺序原理: 避免工作之顺序或流程前后倒置,可依编号顺序排列,可以减少或避免错误的发生.
6>. 隔离原理: 藉分隔不同区域的方式,来达到保护某些地区,使不能造成危险或错误的现象发生.隔离原理亦称保护原理.
7>. 复制原理: 同一件工作,如需做二次以上,最好采用“复制”方式来达成,省时又不错误.
8>. 层别原理: 为避免将不同工作做错,而设法加以区别出来.
9>.警告原理: 如有不正常的现象发生,能以声光或其它方式显示出各种“警告”的讯号,以避免错误即将发生.
10>. 缓和原理: 以藉各种方法来减少错误发生后所造成的损害,虽然不能完全排除错误的发生,但 是可以降低其损害的程度.
举例:
1.鸡蛋之隔层装运盒减少搬运途中的损伤.(缓和原理)
2.设立多层之检查方法,考试后检查一次看看,有没有犯错的地方.(保险原理)
3.自动消防洒水系统,火灾发生了开始自动洒水灭火.(警告原理)
4.汽车之安全带,骑机车戴安全帽.(保险原理)
5.加保利龙或纸板以减少产品在搬运中之碰伤.(缓和原理)
6.原子笔放在桌上老是给别人不经意中拿走,怎么办呢?贴上姓名条或加条绳子固定在桌上.(隔离原理、警告原理、缓和原理)
二、改动法
1.手法名称
又称动作改善法,简称为“改动法”,是:
* 省力动作原则
* 省时动作原则
* 动作舒适原则
* 动作简化原则
此原则以最少的劳力达到最大的工作效果,其原为吉尔博斯(Gibreth)最先提出,后经研究整理增删.其中以巴恩斯(Ralph M.Barnes)将之补充完成.
2.动作改善原则可分为三大类二十七项.
3.三大分类为:
1>. 有关于人体动用方面之原则,共包含10项.
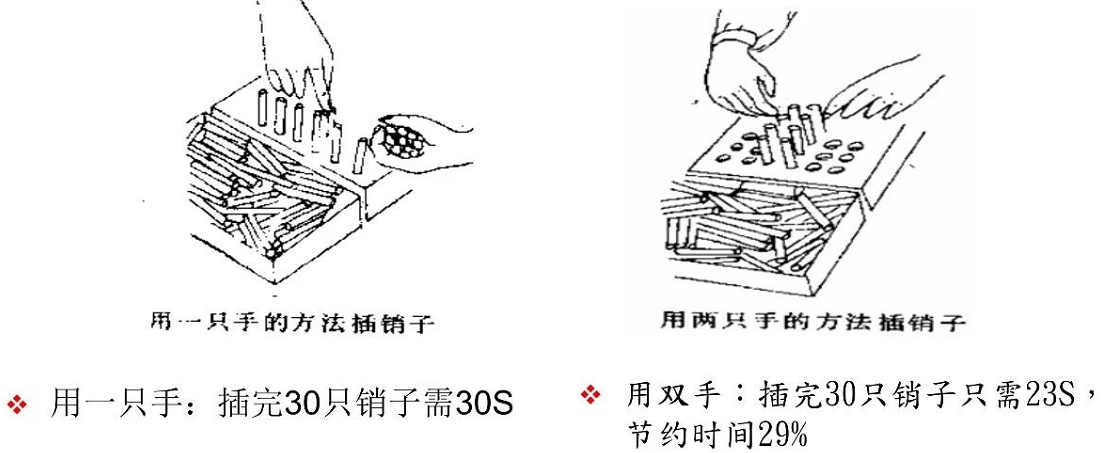
双手并用原则
对称方向原则

排除合并原则

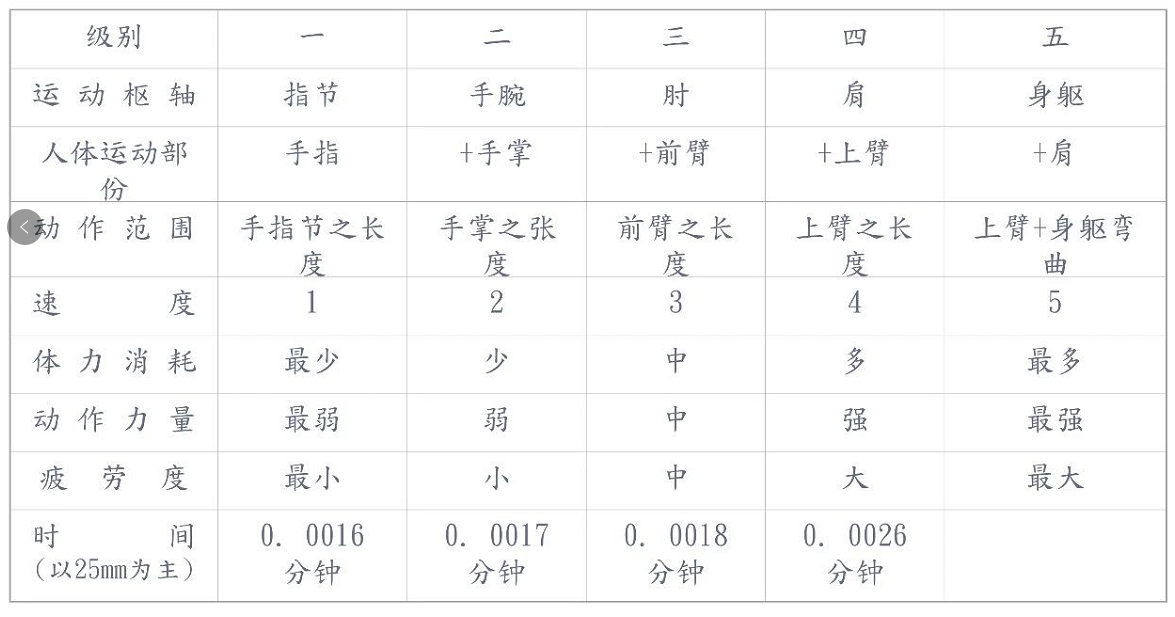
降低等级原则
免限制性原则
在工作场所应尽量创造条件是作业者的动作没有限制,这样在作业时,心里才会处于较为放松的状态。
避免突变原则
动作过程中,如果有突然改变方向或急剧停止必然使动作节奏发生停顿,动作效率随之降低。因此,安排动作时应使动作路线尽量保持为直线或圆滑曲线。
节奏轻松原则
动作也必须保持轻松的节奏,让作业者不太需要判断的环境下进行作业;顺着动作的次序,把材料和工具摆放在合适的位置,保持动作节奏的关键。
利用惯性原则

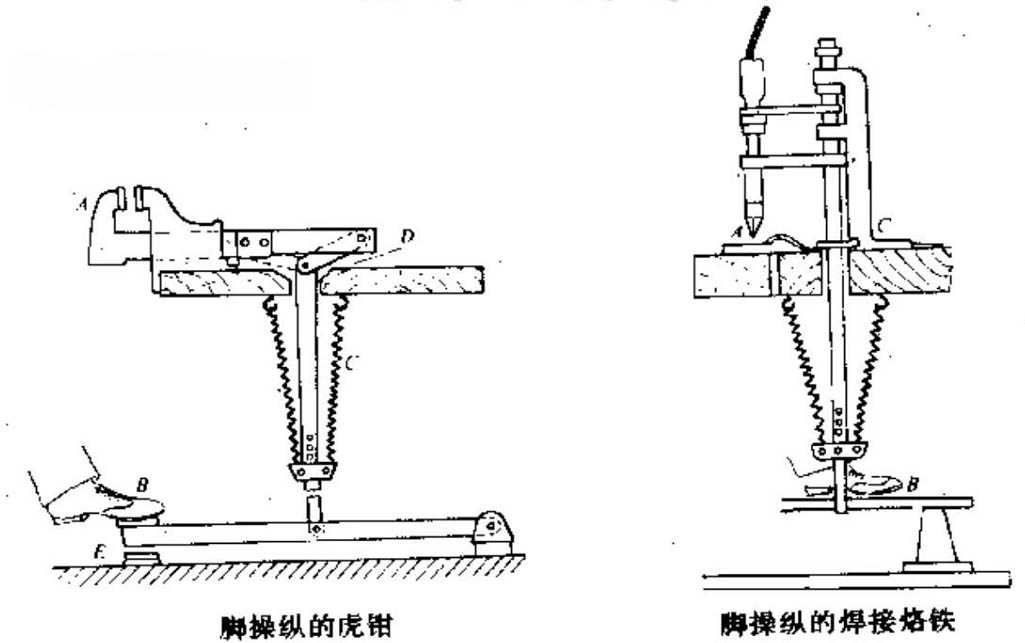
手脚并用原则
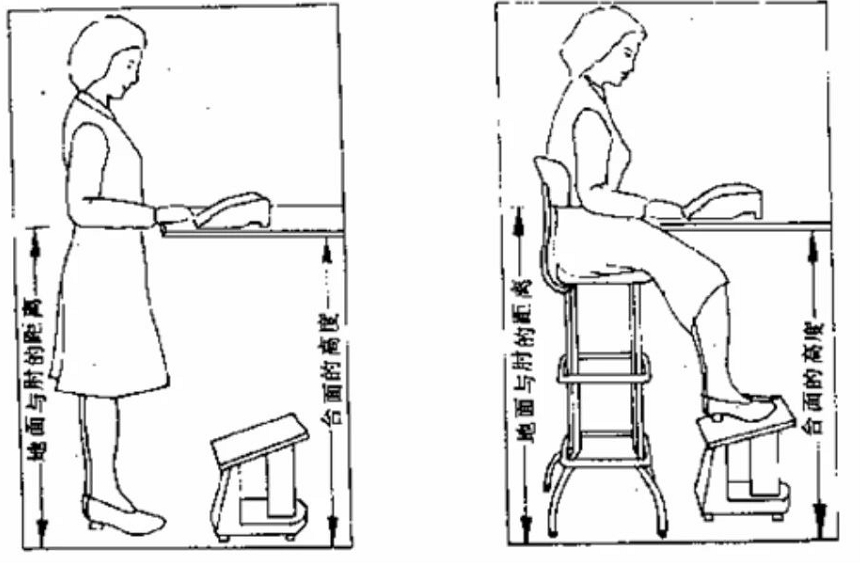
适当姿势原则
2>. 有关于工作场所之布置与环境之原则,共包含9项.
利用工具原则

工具万能原则
设计或使用多功能的工具可以节省换工具的时间,提高工作效率。
易于操作原则
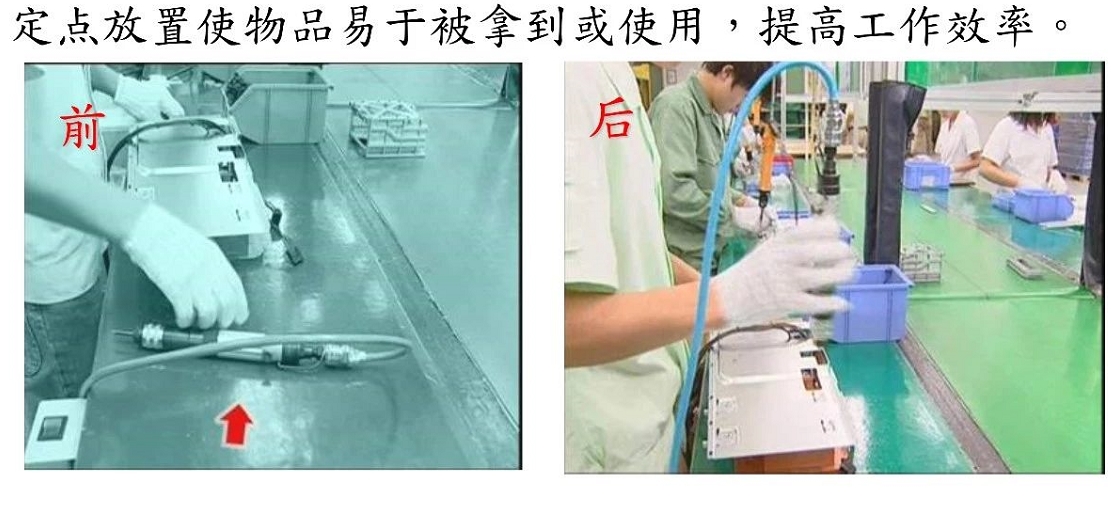
适当位置原则
定点放置原则
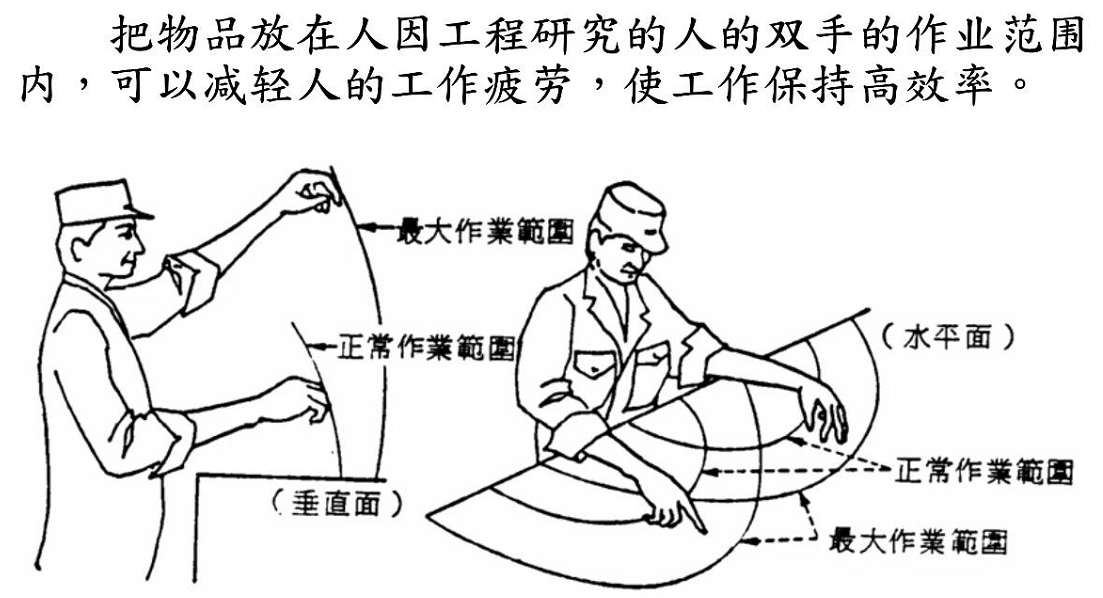
双手可及原则
3>. 有关于工具和设备之设计原则.共包含8项.
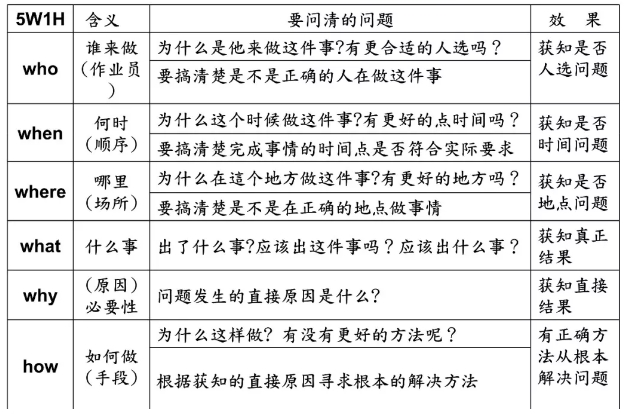
三、五五法
1.手法名称:
5 * 5W 1H法;又称5 * 5何法;又称质疑创意法;简称五五法.
2.目的:
熟悉有系统的质问的技巧,以协助吾人发掘出问题的真正
根源所在以及可能的创造改善途径.
五五法追问要点
3.名词释义
基本观念
头脑就像降落伞,只有在开放的情况下才工作.
工作改善最大的阻碍,并不在于技术不足,而是在于一个人的想法~当他觉得是以最好的方法在工作着,并且以为满足. 当您认为工作已无法改善了,那就代表您已落伍了,虽然您是专家,拥有高深的学识。
一个没有多大学识的人,只要他认为工作仍有改善的可能,那么他就比您更适合这工作.
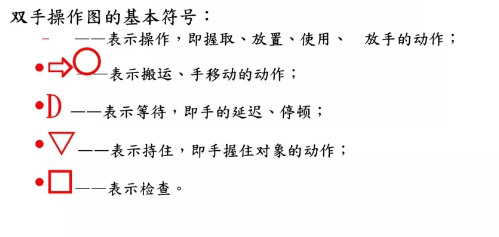
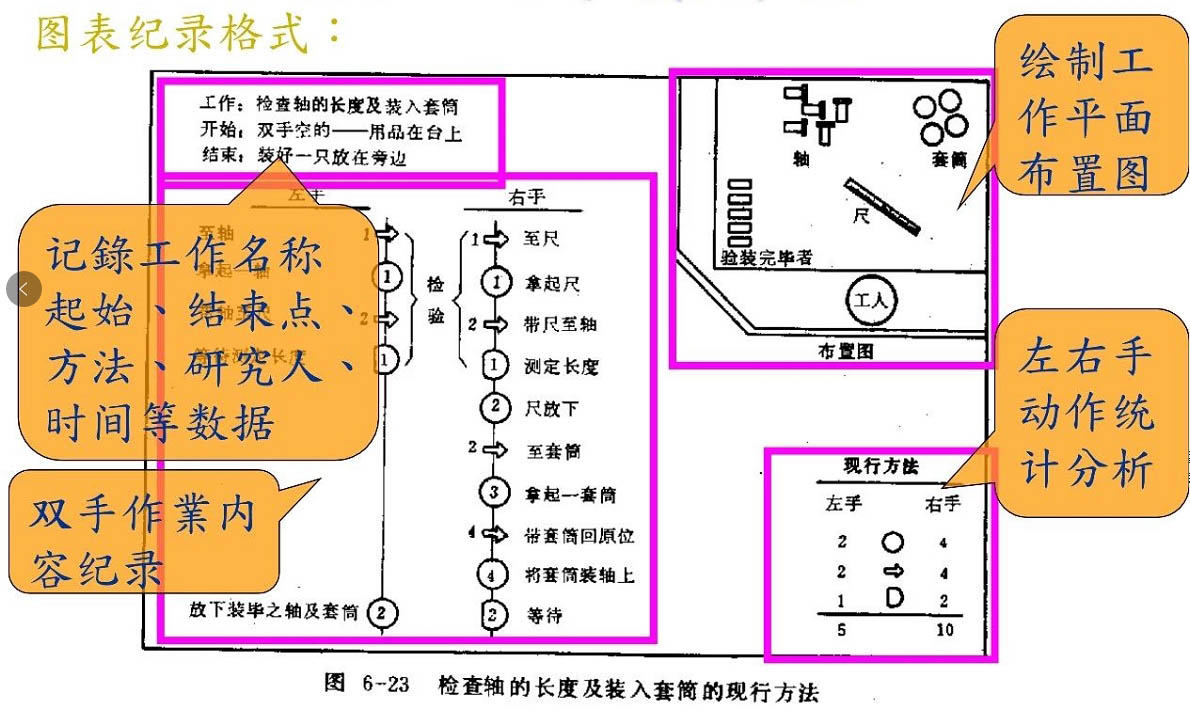
四、双手法
1.手法名称:
双手操作法,简称为
2.目的:
学习有系统的记录人体双手(足)动作的过程.
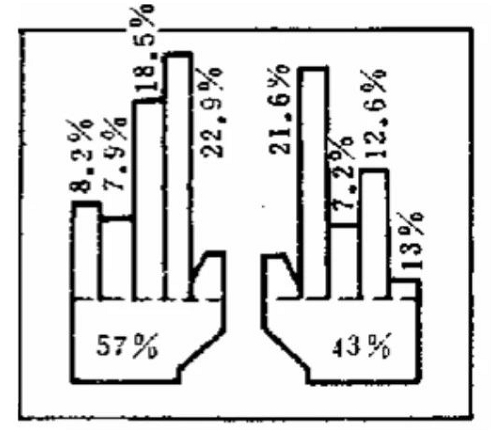
有一个古老的故事说:”上帝造人为何要给一个嘴巴,二个眼睛,二个耳朵以及二双手呢?”那是因为上帝希望每一个人能少说,多看,多听,多做.这样的故事我们都非常清楚与了解.但是我们若进一步加以探讨,我们是否尽力发挥我们”双手万能”的功用.每一个人都会说”当然是”如果再问下,去您的双手在工作时,有一只, 手在”闲置”的状态下,所占之比率例有多少,相信有许多人不能够回答出来.
双手操作法”就是希望能帮助我们了解双手在操作时”闲置”的状况,并寻求改善的方法,以发挥双手的能力.
3.意义:
以图表的方式,来记录操作者双手(足)的动作过程,藉此记录来做进一步之分析及改善.
五、人机法
1.手法名称:
人机配合法(Man-Machine Chart);简称为“人机法”.
2.目的:
学习如何记录人与机器配合工作时之过程.
1>. 发掘空闲与等待时间
2>. 使工作平衡
3>. 减少周程时间
4>. 获得最大的机器利用率
5>. 合适的指派人员与机器
6>. 决定最合适的方法
3.意义:
以图表的方式,记录操作人员与一部机器或多部机器之操作关系,并藉此记录来做进一步之分析与改善.
4.应用范围:
1>. 1人操作1部机器或多部机器
2>. 数人操作1部机器或多部机器.
3>. 数人操作一共同之工作.
5.功用:
1>. 了解在现况下,操作人之时间或机器之时间是否妥善应用.
2>. 依上述之记录加以质疑,寻求改善之地方
3>. 用以比较改善前及改善后之差异情形.
六、流程法
|
对象 |
着眼点 |
具体手法手段 |
|
设备布置 |
生产流程化 |
物料流程线图 加工路径图 从至图 作业相关图 设备容易移动出口与入口 接近大房间化 |
|
制程改善 |
加工的改善 |
瓶颈工程改善 价值分析 价值工程 |
|
检验的改善 |
防呆装置 作业管制图 | |
|
物料搬运浪费的分析 |
制程流程图 输送带 无法放入产品 | |
|
停滞的改善 |
同步化 同量化 降低批量 快速换模 | |
|
作业改善 |
消除动作浪费 |
动作经济原则 标准作业顺序 |
|
提高机器稼动率 |
自动搬运装置 调整、机动人员配置 订定标准作业时间 绩效管理 专用机予以通用化 | |
|
提高机器可动率 |
保养计划 设备病历分析 零件标准化、共享化 | |
|
消除现场零乱 |
推行5S运动(整理、整顿、清洁、清扫、教养) |
七、工作抽查法
1.定义
工作抽查法系指应用统计学上的抽样原理来研究工作中人员与机器设备之活动情形,它是一个了解事实最有效的工具之一.它可在最短的时间和最低的成本之下获得有关人与设备之间的有用信息.
2.常用的三种主要用途:
1>. 人与机器活动状况抽样: EXL: 决定操作员每天工作占百分之几,空间占百分之几.
2>. 绩效抽样: EXL: 成型机待机之比率,操作员之工作绩效等.
3>. 工作衡量: EXL: 建立操作的标准工时,尤其适用于文书性质的作业
3.工作抽查之好处:
1>. 观测时间短,并可同时观测数部机器或操作人员之状况.
2>. 调查时间较长,可去除因每日不同之各别所造成之差异现象,因此共结果较为客观可靠.
3>. 所被观测的对象所产生的干扰次数及时间较短.
总之,工作抽查不需使用马表的技巧,不需费大批专门人员连续时间的观测.更不需对个人的努力或成绩作主观的评判,而能比任何其它测试方法在较短的时间、较少的成本、较佳的客观情形之下,获得有关人员或机器的工作实在状况,作为管理上采取行动的根据.
4.实施『工作抽查』的步骤:
1>.宣传与训练
2>.究订抽查的目的
3>.详加观察,收集有关资料
4>.决定抽查的工作项目
5>.设计记录用表格
6>.决定观测次数
7>.决定观测时间
8>.现场观测
9>.观察结果的整理与检讨
10>.决定时间标准
11>.决定工作绩效
来源:巨灵鸟 欢迎分享本文
上一个文章:电子电器行业PLM解决方案
下一个文章:精益生产培训系列-IE详解二