 |
4000156919 |
|
4000156919 |
��Դ����վ ���ߣ����� ������2022/12/22 ���������3074
��������ƽ�⡱�롰ľͰ�������dz����ƣ������ߵ������ܲ���ȡ������ҵ�ٶ����Ĺ�λ����ǡǡȡ������ҵ�ٶ������Ĺ�λ������������IJ��Խ������ʧ���˷Ѿ�Խ��
�����ֳ������������С��֮�䣬�˴˵Ĺ���ˮƽ�����ܵ������Dz��ȵģ���ҵ�ֳ�����������ˮƽ����ȡ����������ij��䵥λ����ȡ�������ij��䵥λ��ͬ������һ�����������ԣ��������Ч�ʸߵ�Ҳ����ˡ�
��ƽ��Ķ��壺
������ƽ�⼴�Ƕ�������ȫ���������ƽ���������⻯�������������λ����ҵ���ɻ�������ʹ���������ҵʱ�価�����������ȣ������������ֵȴ��˷����ﵽ����Ч����ļ����ֶ��뷽����

ƿ����
��һ������������ʱ����Ļ��ڽ�����ƿ������Bottleneck���������д��ڵ�ƿ������������һ�����̵IJ����ٶȣ�����Ӱ���������������������ķ��ӡ����硰ƿ���������溬�壬һ��ƿ��ƿ�ڴ�С������Һ������������ٶȣ��������е�ƿ��������������ߵ������ٶȡ�
ƿ���ij������֣�
��������Ȼ���������Ч���½���
�ڳ��ֲ�Ʒ�㲿��������������
��һЩ����Ӱ�ϻ�������һЩ������ɣ�
��һЩ����İ��Ʒ�ѻ����࣬����һЩ����٣�
�ݸ������ڵȲ��ϡ��豸�����������չ������
��������������ֹͣ����������Ʒ����ʱ����������
ƿ���IJ���Ӱ�죺
������Ⱥ��ϵ,��Ӱ������������,�緢����װ�����װ��:

������ƽ�й�ϵ�����Ӱ���Ʒ���ף��緢����װ��ʱ�ķ�װ������װ�ߵĹ�ϵ:

ѭ��ʱ��C.T��Cycle time����
�����Ѿ����ܹ��ˣ�C.TΪ�����˷����һ����Ʒ��ʱ�䡣��MOST��Ӧ����һ���У�Ҳ���ߴ����μ��㹤��ı�ʱ�䣨����C.T����������ʵ����ҵ�ã����ڸ������ص�Ӱ�죬�����ʵ��ѭ��ʱ��C.T�����ʱ����ڲ��졣�����������һ�������ʱ��ȣ�STR����
��ʱ���STR��
STR=ʵ��ѭ��ʱ��/��ʱ��
�����ʵ��ѭ��ʱ����ָͨ��ʵ�ʲ�����һ�������ߺ����˷ѵ����һ��ѭ����ҵ�����ʱ�䡣��ʱ����ָ���ݸ���ҵ�ߵ���ҵ���ݣ�ͨ��MOST������ó�������ѭ��ʱ�䡣
ͨ��PDCAѭ���������ƣ�ʹʵ��ѭ��ʱ��������ʱ�䣬���ǵ�����STRֵС�ڻ��ߵ���1��
����ʵ�������У�ֱ��Ӱ�������������ʵ��ѭ��ʱ�䣬����ڼ��������ߵ�ƽ����ʱ�����õ��Ǹ���λ��ʵ��ѭ��ʱ�䣬�����DZ�ʱ�䡣
Ҫ������������ƽ��״̬�ĺû��������趨һ������ֵ����������������ƽ���ʻ�ƽ����ʧ�ʣ��ٷ��ʱ�ʾ��
���ȣ�Ҫ��ȷһ�㣬��Ȼ�������CT���̲�ͬ������ǰ���������������ߵ���ҵ���ڵ�CTֻ��һ������ƿ�������CT��
�����ߵ�ƽ����㹫ʽ :
ƽ����= [ �� ����CT����������/��������*ƿ������CT��]��100%
һ����������A��B��C��D��E��5������ÿ��������1������������ҵʱ��ֱ�Ϊ20��22��24��16��52����������ߵ�ƽ���ʡ�
�⣺
ƽ����= ��(A,B,C,D,E)/[Max(A,B,C,D,E)*5]��
E����Ϊƿ���������������ߵ�CTΪ52�롣
���ԣ�ƽ����=��20+22+24+16+52��/��5��52��=51.54%
һ�������ߵ�һ����һ����ʱ10�룬�ڶ�����һ����ʱ12�룬�����������ˣ�������ͬ������ʱ20�롣��������ƽ�����Ƕ��٣�
�⣺����һ����=10s�����������=12s������������=20/2=10s������������CT=12s
ƽ����=��10+12+10��2��/��4��12��=87.5%
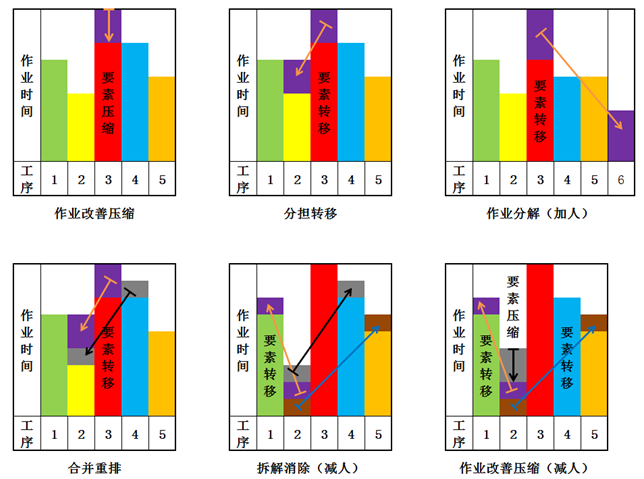
��ƽ�������ͨ�������ҵ��Դ�IJ�����������������ݣ�ʹ���������ҵʱ������һ�¡��������ģʽ�����¼��֣�
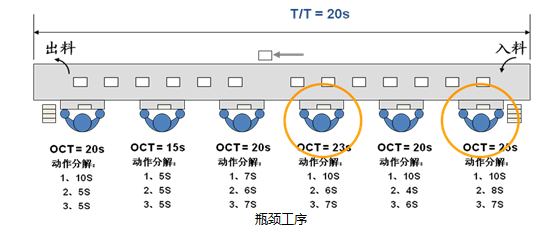
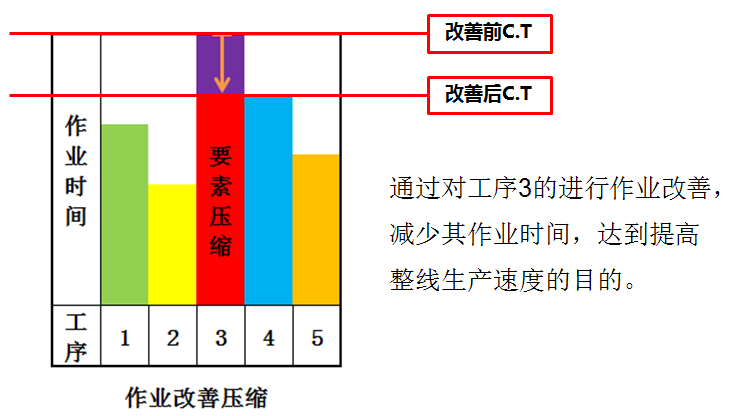
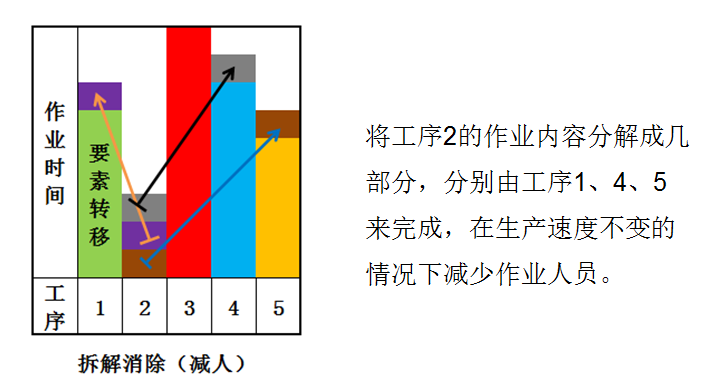
�ٶ�ƿ��������ҵ���и��ƣ�����ƿ�������C.T������ƿ������������ҵ��Ա���豸��������C.T���۷ֽ�ƿ��������ҵ���ݣ�����������ֵ����ܺϲ���ȡ����ƿ������
������ʾ������ƿ��C.T��ά�����ֲ��䣩
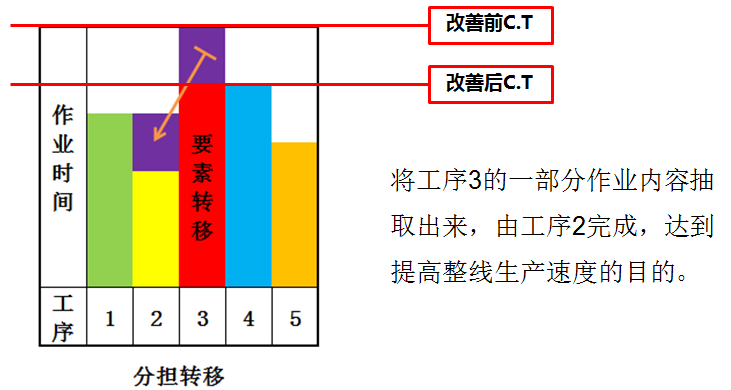
������ʾ������ƿ��C.T ��ά�����ֲ��䣩
������ʾ���������֣�����ƿ��C.T ��
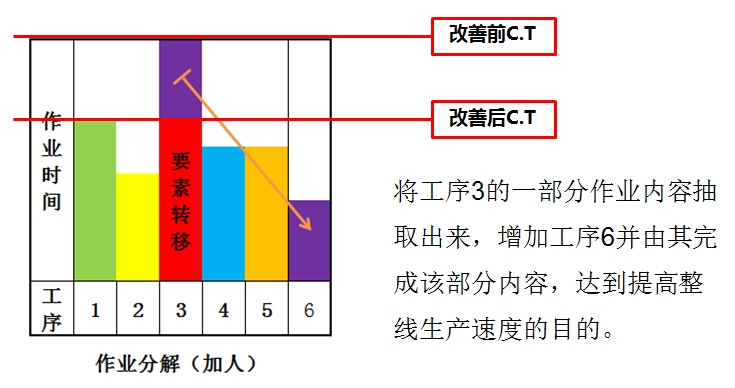
������ʾ��������Ա��
�����ַ�ͼʾ�����
��һ�����£���ҵ�Ż�����9���ؼ�����
��һ�����£�������������-��������